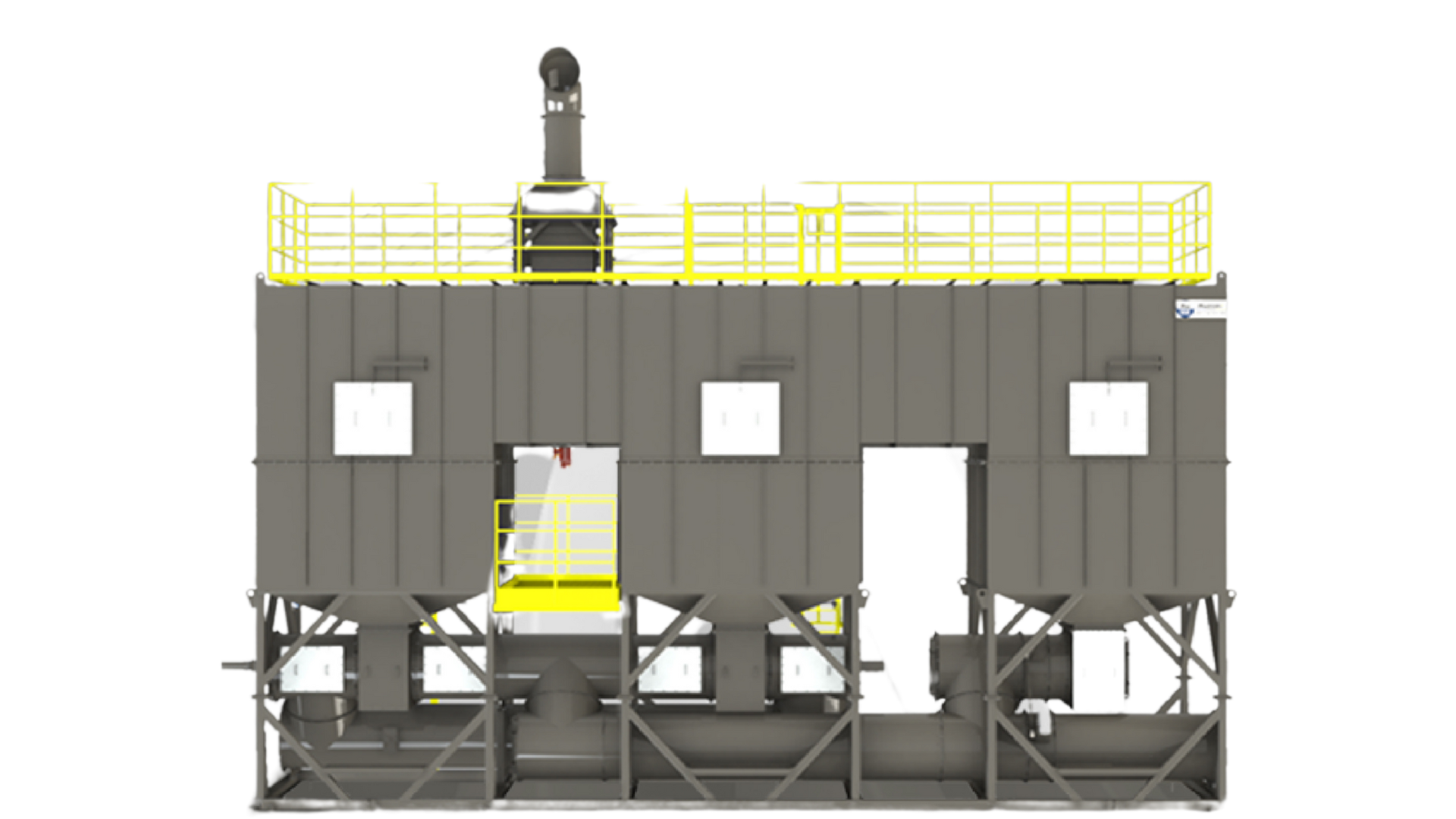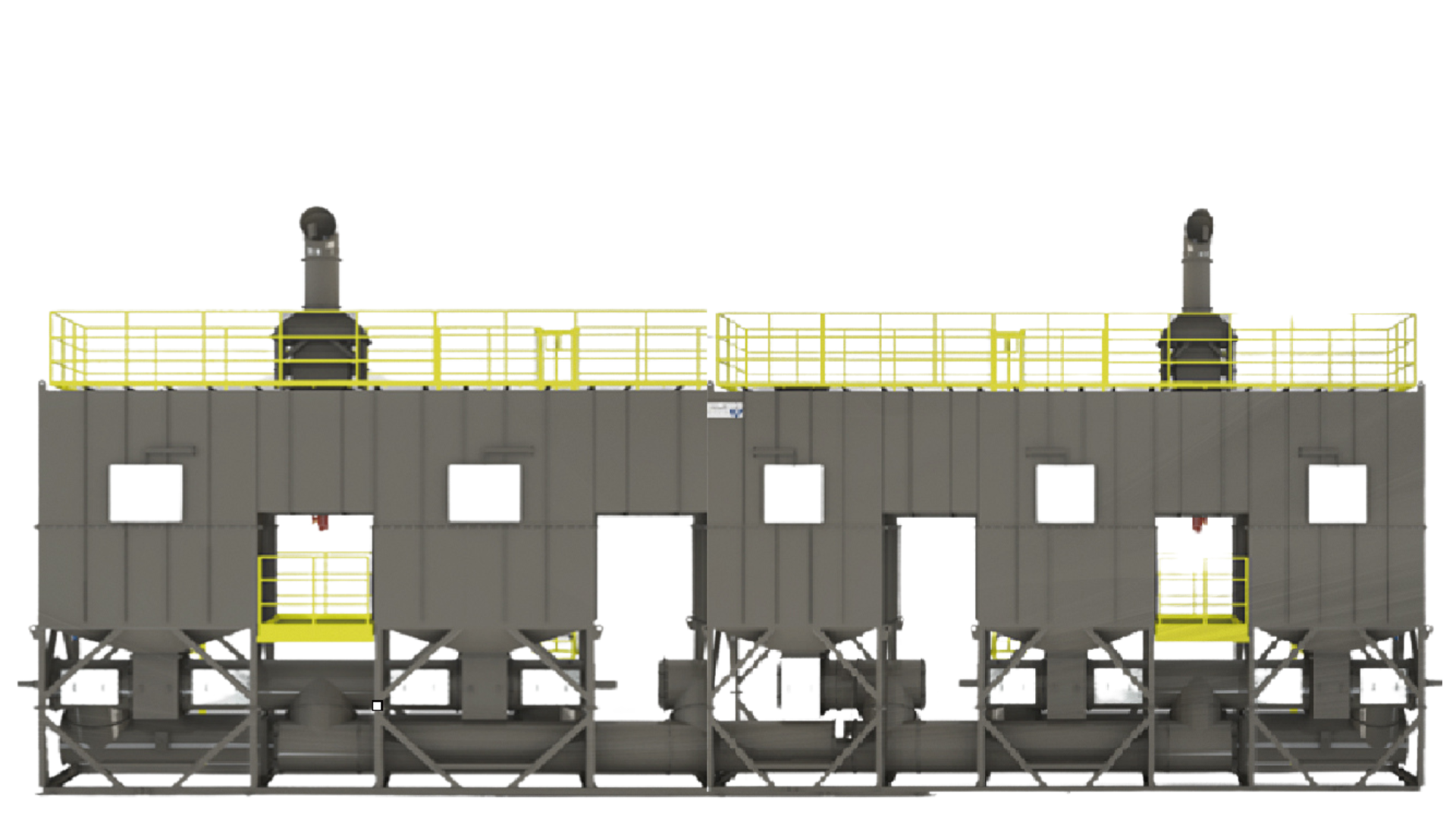
Flexible Large Airflow Handling
Designed from two sets of three-canister RTO units, the system accommodates various large-scale airflow requirements. It supports full-load operation as well as independent operation, with airflow adjustable as needed. Even if one valve set fails, the system continues to process 62% of its capacity.